
자카드 인조 모피 생산 시 편직 바늘의 골 방향으로 섬유가 고르지 않게 마모되는 문제를 어떻게 해결할 수 있을까요?
자카드 원형 편직기에서 편직 바늘이 섬유를 집어 올린 후, 도퍼에는 바늘이 닿지 않은 카드 헤드 하단 부분에 해당하는 나선형 "섬유 띠"가 남습니다. 만약 이 부분의 편직 바늘도 섬유를 집어 올린다면, 도퍼 표면은 매우 깨끗하고 "섬유 띠"가 없을 것입니다. 따라서 이 "섬유 띠"에 있는 바늘이 섬유를 집어 올리면 다른 편직 바늘보다 섬유가 더 많이 묻어 나와 웨일 방향으로 섬유가 고르지 않게 됩니다. 그러므로 도퍼에 존재하는 "섬유 띠"를 제거하는 것이 중요합니다. 클리닝 롤러의 점검을 강화하고 양호한 작동 상태를 유지하면 웨일 방향으로 섬유가 고르지 않게 끼이는 현상을 방지할 수 있습니다.
마무리 과정에서의 가장자리 처리 외에 스판덱스 저지의 말림 현상을 해결할 수 있는 다른 방법이 있을까요?
헴밍(Hemming)은 편직물의 특징으로, 편직 과정에서 실이 구부러진 후 자체적인 내부 응력에 의해 펴지려는 과정에서 발생합니다. 헴밍에 영향을 미치는 요인으로는 직물 구조, 실의 꼬임, 실의 선밀도, 루프 길이, 실의 탄성 등이 있습니다. 헴밍을 방지하는 방법에는 크게 두 가지가 있는데, 하나는 고온 성형을 통해 실의 내부 응력을 제거하는 것이고, 다른 하나는 직물 구조를 이용하여 실의 내부 응력에 대응하는 것입니다.
싱글 저지는 한쪽 면만 사용하는 원단으로, 본래 말림 현상이 있습니다. 스판덱스사를 첨가하면 말림 현상이 더욱 심해지는데, 스판덱스는 고온에 약하기 때문에 세팅 온도와 시간에 제한이 있습니다. 따라서 세팅만으로는 말림 현상을 완전히 해결할 수 없으며, 원사 내부의 응력이 충분히 해소되지 않아 완성된 원단에도 어느 정도의 말림 현상이 남게 됩니다. 결국 사이즈 조절은 후가공 과정에서 불가피한 조치가 됩니다.
하지만 직조 과정에서 직물 구조의 변화를 이용하여 직물의 말림 현상을 극복하거나 줄일 수도 있습니다. 예를 들어, 단면 피케 메쉬 구조는 가장자리 마감이 필요 없으므로, 직물 개구선 양쪽 2cm 이내에 메쉬 구조를 편직하여 저지 원단의 가장자리 마감 문제를 해결할 수 있습니다. 편직 과정은 다음과 같습니다.
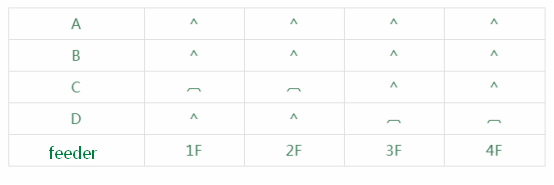
뜨개바늘 배치: 뜨개바늘은 AB…ABABCDCDCD…CDCDCDABAB…AB 순서로 배치되며, CD 뜨개바늘의 위치는 개방 폭선의 양쪽에 그물 구조를 이룹니다.
캠 배열: 루프 내 4방향이며, 캠 배열은 다음 차트에 나와 있습니다.
게시 시간: 2021년 9월 8일