
(1) 우선, 높은 생산량만을 맹목적으로 추구하면 기계의 성능이 단일해지고 적응성이 떨어지며, 제품 품질이 저하되고 불량 위험이 증가하게 됩니다. 시장이 변하면 기계는 저가로만 취급될 수밖에 없습니다.
생산량, 성능, 품질을 모두 만족시키는 것이 종종 불가능한 이유는 무엇일까요? 생산량을 늘리는 방법에는 크게 두 가지가 있다는 것을 우리는 모두 알고 있습니다. 바로 속도를 높이거나 공급 장치의 수를 늘리는 것이죠. 당연히 공급 장치의 수를 늘리는 것이 더 쉬워 보입니다.
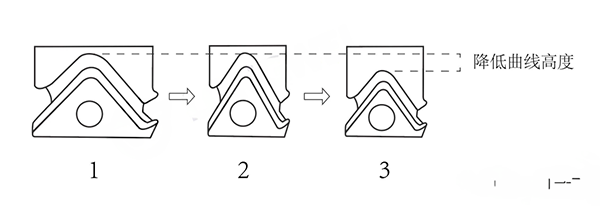
하지만 먹이통의 수가 늘어나면 어떻게 될까요? 다음 그림에서 볼 수 있듯이 말입니다.
사료통의 수가 증가한 후,캠의 너비곡선이 좁아지고 가파르게 변합니다. 곡선이 너무 가파르면 바늘이 심하게 마모되므로 곡선의 높이를 낮춰 부드럽게 만들어야 합니다.
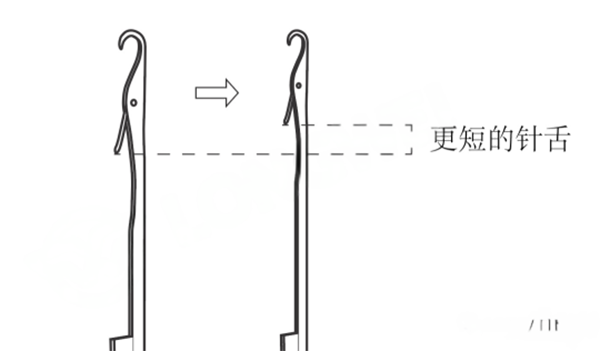
곡선이 낮아진 후,바늘의 높이높이가 낮아지면서 긴 바늘 걸쇠가 있는 편직 바늘 코일이 완전히 후퇴하지 못하므로 기계는 짧은 바늘 걸쇠가 있는 편직 바늘만 사용할 수 있습니다.
그렇긴 하지만, 줄일 수 있는 공간은 제한적입니다. 따라서 고속 이송 재봉기의 모서리 곡선은 항상 상대적으로 가파릅니다. 이는 바느질 마모 속도 또한 빨라진다는 것을 의미합니다.
바늘 걸쇠가 짧은 바늘은 면사를 생산하면서 라이크라를 첨가할 때 조작하기가 더 어려워집니다.
좁은 코너 곡선과 거즈 노즐의 협소한 공간으로 인해 기계가 시간 위치를 조정하기가 더 어렵습니다. 이러한 여러 요인으로 인해 기계가 다수의 공급 장치와 낮은 적응성으로 인해 한 번만 사용되는 경우가 발생합니다.
(2) 높은 사료 공급량과 높은 생산량이 높은 수익을 가져오는 것은 아닙니다.
공급 장치의 수가 많을수록 기계의 저항이 커지고 전력 소비량도 증가합니다. 에너지 보존 법칙은 누구나 알고 있는 사실입니다.
공급 장치의 수가 많을수록 기계가 같은 원을 그리며 회전하는 횟수가 늘어나고, 바늘 걸쇠의 개폐 횟수가 많아지며, 작동 주파수가 빨라지고 바늘 수명이 단축됩니다. 또한 이는 편직 바늘의 품질을 테스트하는 기준이 됩니다.
바늘이 열리고 닫히는 빈도가 높을수록 천 표면의 불안정한 요소가 발생할 확률이 높아지고 위험도 또한 높아집니다.
예를 들어, 96피더 기계는 바늘 걸쇠가 96번 열리고 닫히는 원을 그리며 작동하고, 분당 15회 회전하며, 24시간 동안 열리고 닫히는 횟수는 96*15*60*24=2,073,600회입니다.
158피더 기계는 바늘 걸쇠가 1분에 15회씩 열리고 닫히는 순환 동작을 158회 반복하며, 24시간 동안 총 158회 열리고 닫힙니다. 따라서 총 열림/닫힘 횟수는 158*15*60*24=3412800회입니다.
따라서 뜨개바늘의 사용 시간은 해마다 짧아지고 있습니다.
(3) 마찬가지로 저항과 마찰은원통또한 크기도 더 크고, 기계 전체의 접는 속도도 더 빠릅니다.
이 경우, 처리 수수료가 시간 또는 회전율에 따라 계산된다면, 이러한 손실을 상쇄하기 위해 상응하는 배수의 처리 수수료가 적용되어야 합니다. 실제로, 주문이 매우 긴급하지 않은 경우, 처리 수수료는 공급기 수에 비례하는 가격에 도달하지 못하는 경우가 많습니다.
진정으로 추구해야 할 높은 생산량은 기계의 정확도와 정밀도 향상, 그리고 더욱 합리적인 설계에서 비롯됩니다. 이를 통해 기계의 에너지 효율을 높이고, 성능을 더욱 안정적이고 신뢰할 수 있게 하며, 마모와 마찰을 줄여 편직 바늘의 수명을 연장할 수 있습니다. 결과적으로 직물 품질이 향상되고 불필요한 손실이 감소합니다.
게시 시간: 2024년 1월 19일