
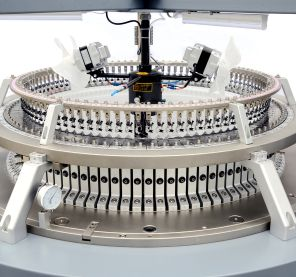
뜨개질 바늘의 윤활 메커니즘 및 오일 공급량
편직용 오일은 압축 공기와 완전히 혼합되어 오일 미스트를 형성한 후 분사됩니다.캠 채널생성된 오일 미스트는 캠 경로에 들어간 후 빠르게 퍼져 캠 경로와 표면에 균일한 오일 막을 형성합니다.뜨개바늘그 결과 윤활 작용이 발생합니다.
니팅 오일 분무
니들 오일의 분무는 먼저 압축 공기와 니들 오일이 완전히 혼합되는 과정을 거칩니다. 이 과정은 주로 연료 탱크 내부에서 이루어집니다. 오일 탱크 내부의 부품이 손상되거나 막히거나 공기 공급이 부족하면 오일과 공기의 혼합 효과가 저하되어 오일의 윤활 효과가 떨어집니다. 오일과 가스가 완전히 혼합되어 오일 파이프로 들어가면 압력 강하로 인해 일시적으로 분리되지만, 오일과 가스는 미세 기공을 통과하면서 다시 혼합됩니다.오일 노즐오일은 다시 가압되어 오일 미스트를 형성합니다. 형성된 오일 미스트는 오일 노즐을 빠져나온 후 빠르고 고르게 분산됩니다. 삼각형 모양의 바늘 경로와 편직 바늘 표면을 덮어 오일 막을 형성함으로써 마찰과 진동을 줄여 편직 바늘의 수명과 성능을 향상시킵니다.

분무 효과 확인
오일과 가스의 비율이 맞지 않으면 니들 오일의 분무 효과가 저하되어 윤활 성능에 영향을 미칩니다. 장비 및 측정 조건 등의 영향으로 인해 니들 오일의 분무 효과는 정량적으로 측정할 수 없고 정성적으로만 관찰할 수 있습니다. 관찰 방법은 다음과 같습니다. 전원이 켜진 상태에서 그리스 노즐의 마개를 뽑고, 그리스 노즐을 기계 표면이나 손바닥에서 약 1cm 정도 떨어뜨린 후 약 5초 동안 관찰합니다. 이를 통해 현재 오일과 가스의 혼합 비율이 적절한지 확인할 수 있습니다. 오일 방울이 보이면 오일 공급량이 너무 많거나 공기 공급량이 너무 적은 것이고, 오일막이 보이지 않으면 오일 공급량이 너무 적거나 공기 공급량이 너무 많은 것입니다. 이에 따라 조정하십시오.
연료 공급에 관하여
석유 공급량편직기실제로 오일과 공기의 혼합량을 조절하는 것은 런닝머신에서 오일이 고르게 혼합되어 최상의 분무 효과를 내는 것을 의미합니다. 조절할 때는 오일량이나 공기량 중 하나만 조절하는 것이 아니라, 오일량과 공기량을 동시에 조절해야 합니다. 한쪽만 조절하면 분무 효과가 떨어지고, 필요한 윤활이 이루어지지 않거나, 오일이 바늘에 끼어 바늘 홈이 마모될 수 있습니다. 오일 공급량을 조절한 후에는 바늘 오일의 분무 상태를 다시 확인하여 최적의 윤활 효과를 확보해야 합니다.
연료 공급량 결정
오일 공급량은 기계 속도, 시작 탄성률, 원사 선밀도, 직물 종류, 원료 및 직조 시스템의 청결도와 같은 여러 요인에 따라 달라집니다. 냉방 시설이 갖춰진 작업장에서는 적정량의 오일을 공급하면 기계 작동으로 발생하는 열을 최소화하고 직물 표면에 기름때가 생기는 것을 방지할 수 있습니다. 따라서 24시간 정상 운전 후 기계 표면은 일반적으로 따뜻한 정도여야 하며, 그렇지 않은 경우 오일 공급량이 부족하거나 기계의 일부 부품이 제대로 조정되지 않은 것입니다. 오일 공급량을 최대로 조정했는데도 기계 표면이 여전히 매우 뜨겁다면 기계가 오염되었거나 과속으로 작동하고 있는 것입니다.
게시 시간: 2024년 4월 29일